‘≤ά≠ΒΕΒΡΚœάμ Ι”Ο
Τί ϊ―ΏΜζ≥Β≥ΒΝΨΙΛ“’―–ΨΩΥυ2
“Ε“ψ “ΕΈΑ≤ΐ
‘≤ά≠ΒΕ «ΗΏ–ßΦ”ΙΛΡΎΩΉ≥Θ”ΟΒΡΒΕΨΏΓΘ±ΨΈΡ“‘± ’Ώ‘ΎΙΛ≥ß÷–≥ΛΤΎΒΡ Ι”ΟΨ≠―ι”κ―ι÷ΛΈΣ“άΨίΘ§Ε‘‘≤ά≠ΒΕΫαΙΙ…œ¥φ‘ΎΒΡΈ ΧβΧα≥ωΝΥΗΡΫχ“βΦϊΘ§Ά§ ±ΜΙΕ‘ά≠ΩΉ±μΟφ÷ ΝΩ≤νΓΔά≠ΩΉΨΪΕ»ΒΆΚΆά≠ΒΕ ΌΟϋΒΆΒΡ‘≠“ρΫχ––ΝΥœξœΗΖ÷Έω≤Δ÷π“ΜΝ–≥ωΗΡΫχ¥κ ©ΓΘ
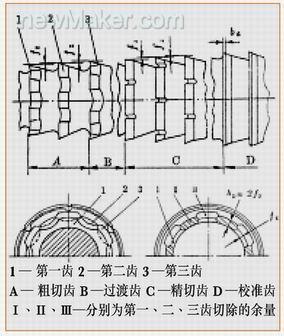
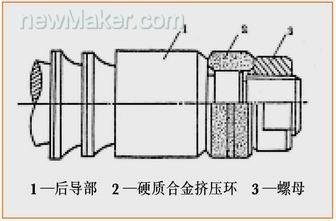
ΆΦ1ΉιΚœ Ϋ‘≤ά≠ΒΕΒΕ≥ίΚΆ«–œςΆΦ–Έ
‘≤ά≠ΒΕ «ΗΏ–ßΦ”ΙΛΡΎΩΉ≥Θ”ΟΒΡΒΕΨΏΓΘ‘≤ά≠ΒΕœΒ»––ΈΗ¥‘”ΒΕΨΏΘ§÷Τ‘λΨΪΕ»ΗΏΘ§ΦΦ θ“Σ«σ―œΗώΘ§ΦέΗώΑΚΙσΘ§”ΠΚœάμ Ι”ΟΓΘΡΩ«Α…ζ≤ζ…œΙψΖΚ Ι”ΟΒΡ‘≤ά≠ΒΕ(“‘œ¬Φρ≥Τά≠ΒΕ)Θ§ ¥σΕύ≤…”ΟΆΦ1Υυ ΨΉιΚœ ΫΒΡΒΕ≥ίΫαΙΙΘ§Φ¥‘Ύ¥÷«–≥ίΚΆΙΐΕ…≥ί…œ≤…”Ο≤ΜΖ÷≥ίΉιΒΡ¬÷«– Ϋ«–œςΖΫ ΫΘ§Τδ…œΩΣ”–ΩμΒΡΜΓ–ΈΖ÷–Φ≤έΘΜΨΪ«–≥ί≤…”ΟΆ§άΣ ΫΒΡ«–œςΖΫ ΫΘ§Τδ…œΡΞ≥ω’≠Ζ÷–Φ≤έΓΘΨ≠Ής’Ώ‘ΎΙΛ≥ß÷–≥ΛΤΎ Ι”Ο”κ―ι÷ΛΘ§ΖΔœ÷’β÷÷ά≠ΒΕ”…λΕΫαΙΙ±Ψ…μΜρ Ι”Ο≤ΜΒ±Β»‘≠“ρΘ§≥ΘΜα‘λ≥…ά≠œς±μΟφ÷ ΝΩ≤νΚΆΒΕΨΏ Ι”Ο ΌΟϋΕΧΒ»Έ ΧβΓΘ
ά≠ΒΕΫαΙΙΈ ΧβΦΑΗΡΫχ
ΈΣΝΥ―”≥Λά≠ΒΕ Ι”Ο ΌΟϋΘ§Τ’Ά®ά≠ΒΕΒΡΫαΙΙ «Θ§‘ΎΤδ–ΘΉΦ≤ΩΖ÷…œ±Η”–3Ηω~7Ηω–ΘΉΦ≥ίΘ§“‘±ψ‘Ύ«–œς≥ίΡΞΥπΚσ÷πΗωΒί≤ΙΈΣΨΪ«–≥ί”ΟΓΘ≤Δ«“Θ§»ΥΟ«Ά®≥Θ»œΈΣ–ΘΉΦ≥ί «≤Μ≤Έ”κ«–œςΙΛΉςΒΡΘ§Ι –ΘΉΦ≥ί“ΜΑψΕΦ≤ΜΡΞΖ÷–Φ≤έ(ΦϊΆΦ1)ΓΘΒΪ‘Ύ ΒΦ …ζ≤ζ÷–Θ§Ψ≠Ιέ≤λΘ§ά≠ΒΕ…œΒΎ“ΜΗω–ΘΉΦ≥ί «≤Έ”κ«–œςΙΛΉςΒΡ(“ρΈΣ»–ΩΎ…œ”–Εέ‘≤Θ§ΜαΕ‘ΩΉ±Ύ≤ζ…ζΫœ¥σΦΖ―ΙΉς”ΟΕχ ΙΙΛΦΰ≤ζ…ζΒ·–‘ΜΊΗ¥ΕχΥθ–Γ)Θ§ΥϋΨΏ”–ΨΪ«–≥ίΒΡΙΠΡήΓΘΒΪ“ρΤδ…œ≤ΜΉςΖ÷–Φ≤έΘ§÷¬ Ι«–œ¬ΒΡ«––Φ–Έ≥…ΜΖΉ¥Θ§Ρ―λΕΨμΤπΘ§»ί“ΉΕ¬»ϊ‘Ύ≤έΡΎΘ§ ΙΦ”ΙΛ±μΟφ÷ ΝΩΫΒΒΆΓΘΥυ“‘Ής’ΏΫ®“ιΘ§‘Ύ…ηΦΤΚΆ÷Τ‘λά≠ΒΕ ±Θ§≥ΐΉναα1Ηω~2Ηω–ΘΉΦ≥ίΆβΘ§»γΆΦ2Υυ ΨΘ§‘ΎΤδβ≈–ΘΉΦ≥ί…œ“ύ”Π«ΑααΫΜ¥μΒΊΡΞ≥ω‘≤ΜΓ–ΈΖ÷–Φ≤έΜρΫ«Ε»–Έ(V–Έ)’≠Ζ÷–Φ≤έΓΘ»γΆΦ3Υυ ΨΘ§Ζ÷–Φ≤έ…œΝΫ≤ύ»–ΒΡααΫ«Ω…Α¥œ¬ ΫΦΤΥψΘΚ
tanΠΝk=tanΠΝfΓΛsin(Π»/2)
ΠΝfΈΣΖ÷–Φ≤έΒΡ≤έΒΉΚσΫ«Θ§“ΜΑψ»ΓΈΣ5ΓψΘ§ΦϊΆΦ3÷–A-AΤ ΟφΘΜΠ»Ζ÷–Φ≤έΒΡ≤έΫ«ΓΘ
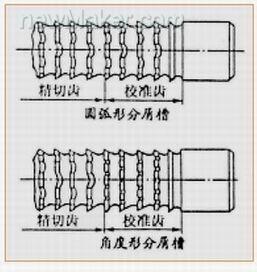
ΆΦ2 –ΘΉΦ≥ί…œΡΞΖ÷–Φ≤έ
”……œ Ϋ÷–Ω…÷ΣΘ§Β±Π»=0Γψ ±Θ§≤Μ¬έΠΝfΡΞ≥…Εύ¥σΘ§ΠΝf Φ÷’Β»”Ύ0Γψ(Φ¥ΆΦ3c÷–Υυ ΨU–ΈΖ÷–Φ≤έΒΡ«ιΩω)ΓΘΕχΒ±Π»Ϋ«‘ω¥σ ±Θ§ΠΝfΫ«“≤ΫΪ‘ω¥σΓΘ»γ»ΓΠΝf=5ΓψΘ§Π»=60ΓψΓΪ90ΓψΘ§‘ρ¥”ΙΪ Ϋ÷–ΦΤΥψΩ…÷ΣΘ§¥Υ ±≤ύ»–…œΒΡΚσΫ«ΫΪ‘ω¥σΒΫ2.5ΓψΓΪ3.5ΓψΘ§¥”ΕχΩ… ΙΗΟ¥Π«–œςΧθΦΰ¥σ¥σΗΡ…ΤΓΘ
‘Ύ ΒΦ …ζ≤ζ÷–Θ§”…”ΎΫ«Ε»–ΈΖ÷–Φ≤έΒΡΩμΕ»Κή’≠Θ§Ά®≥Θ÷Μ”–1mmΉσ”“Θ§“ΣΫΪ…Α¬÷Άβ‘≤Ϋ«–ό≥…60ΓψΓΪ90ΓψΫ«Θ§≤Δ“Σ«σ‘Ύά≠ΒΕ…œΡΞ≥ωΠΝf=5ΓψΒΡ≤έΒΉΚσΫ«Θ§…Α¬÷÷±ΨΕ≤ΜΡή―Γ¥σΘ§Ζώ‘ρΜα≈ωΒΫœύΝΎΒΕ≥ίΘ§Φ”÷°…Α¬÷‘ΎΦβΫ«¥ΠΡΞΥπΩλΘ§–ηΨ≠≥Θ–ό’ϊΘ§’β‘ΎΙΛ“’…œ «”–Ρ―Ε»ΒΡΓΘΥυ“‘≤ΌΉς’Ώ‘Ύ÷Τ‘λά≠ΒΕ ±Θ§≥Θ”Ο±ΓΤ§…Α¬÷ά¥ΡΞœςΘ§÷¬ ΙΡΞ≥ωΒΡ’≠Ζ÷–Φ≤έ≥…ΝΥU–ΈΖ÷–Φ≤έΓΘ

ΆΦ3 ≥Θ”ΟΖ÷–Φ≤έΒΡ–ΈΉ¥
”…”Ύ‘≤ΜΓ–ΈΖ÷–Φ≤έΒΡΫαΙΙΚœάμΘ§Τδ≤έΫ«±»V–Έ’≠Ζ÷–Φ≤έΒΡ≤έΫ«¥σΘ§«“≤έ”κ«–œς»–œύΫΜ¥ΠΒΡΒΕΦβΫ«“≤¥σΘ§ΡΞœςΖΫ±ψΘ§…Α¬÷”κ±ΜΡΞΙΛΦΰ(ά≠ΒΕ)Ϋ”¥ΞΟφ¥σΘ§ΡΞœς ±ΙΛΦΰ≤Μ“Ή…’…ΥΘ§Υυ“‘ΈΣΝΥΧαΗΏά≠ΒΕ Ι”Ο ΌΟϋΘ§ά≠ΒΕ≤ΜΒΪ‘Ύ¥÷«–≥ίΚΆΙΐΕ…≥ί…œΘ§Εχ«“‘ΎΨΪ«–≥ί…œΡΞΒΡΖ÷–Φ≤έ“≤”ΠΨΓΝΩ≤…”Ο‘≤ΜΓ–ΈΖ÷–Φ≤έΓΘ
ΈΣ Ι«––ΦΡήΥ≥άϊΨμ«ζΘ§Ζ÷–Φ≤έΒΡ≤έ ΐ–η Β±‘ωΕύΓΘΨ≠―ι±μΟςΘ§Τδ≤έ ΐ”Π Ι«–œ¬ΒΡ«––ΦΩμΕ»“‘≤Μ≥§Ιΐ4mmΓΪ5mmΈΣ“ΥΓΘΡΩ«Α“Μ–©ά≠ΒΕ…ηΦΤΉ Νœ÷–ΆΤΦωΒΡV–ΈΖ÷–Φ≤έΒΡ≤έ ΐΤ’±ιΫœ…ΌΘ§άΐ»γ÷±ΨΕΈΣΠΒ50mmΒΡ‘≤ά≠ΒΕΘ§Ζ÷–Φ≤έΒΡ≤έ ΐ «22ΗωΘ§ΕχΙζΆβΆ§≥Ώ¥γά≠ΒΕ…œΒΡΖ÷–Φ≤έ ΐΡΩΈΣ40ΗωΓΘΆ§άμΘ§¬÷«– ΫΚΆΉιΚœ Ϋ‘≤ά≠ΒΕ…œΒΡ‘≤ΜΓ–ΈΖ÷–Φ≤έ ΐΡΩ“ύ“Σ Β±‘ωΕύΓΘ

ΆΦ4 ά≠œς»±œί
ά≠ΩΉ±μΟφ÷ ΝΩ≤νΒΡ‘≠“ρΦΑΗΡΫχ
ΆΦ4÷–Υυ ΨΒΡΝέ¥ΧΓΔΜΖΉ¥≤®ΈΤΚΆΜ°ΚέΒ»»±œίΕΦΜα÷±Ϋ””Αœλά≠ΩΉΒΡ±μΟφ÷ ΝΩΓΘ
Νέ¥Χ
≤ζ…ζΝέ¥ΧΒΡ÷ς“Σ‘≠“ρ «ά≠œςΙΐ≥Χ÷–Υή–‘±δ–ΈΫœ―œ÷ΊΓΘ“ρ¥ΥΘ§ Β±‘ω¥σ«ΑΫ«Θ§Φθ–Γ≥ί…ΐΝΩΘ§―ÔϻσΜ§–‘ΡήΚΟΒΡ«–œς“Κ(»γΚ§¬»ΒΡΦΪ―ΙΧμΦ”ΦΝ«–œς“Κ)Θ§“‘ΦΑ”Ο‘Λœ»»»¥Πάμά¥ Β±ΧαΗΏΙΛΦΰ≤ΡΝœ”≤Ε»(Β±ΙΛΦΰ”≤Ε»<180HBS ±Ήν“Ή≤ζ…ζΝέ¥Χ)Β»ΖΫΖ®Θ§ΕΦ «Φθ…ΌΥή–‘±δ–ΈΚΆ±ήΟβΝέ¥ΧΒΡ”––ß¥κ ©ΓΘ
ΜΖΉ¥≤®ΈΤ
≤ζ…ζ≤®ΈΤΒΡ÷ς“Σ‘≠“ρ «ά≠œςΝΠ±δΜ·Ϋœ¥σΘ§«–œςΙΐ≥Χ≤ΜΤΫΈ»Θ§≤ζ…ζΝΥ÷ήΤΎ–‘’ώΕ·ΓΘΕχ“ΐΤπά≠œςΝΠ±δΕ·ΒΡ‘≠“ρ «ΘΚά≠ΒΕΒΕ≥ίΫΜΧφΙΛΉς ±Θ§Ά§ ±ΙΛΉς≥ί ΐΖΔ…ζ±δΜ·ΘΜ≥ί…ΐΝΩΑ≤≈≈≤ΜΚœάμΘ§ΉνααΦΗΗωΨΪ«–≥ί…œΒΡ≥ί…ΐΝΩ±δΜ·ΧΪ¥σΘΜΒΕ≥ί…œΒΡ»–¥χΩμΕ»ΧΪ–ΓΜρΆ§“ΜΒΕ≥ί…œΒΡ»–¥χΩμ’≠≤ΜΒ»ΘΜ“‘ΦΑά≠ΒΕ≥ίΨύΒ»ΨύΖ÷≤ΦΒ»ΓΘ’“≥ωΨΏΧε‘≠“ρΚσΘ§Ω…≤…»Γœύ”Π¥κ ©ΓΘάΐ»γΘ§Ω…≤…”Ο≤ΜΒ»≥ίΨύΒΡά≠ΒΕΘ§Μρ‘Ύ÷Τ‘λά≠ΒΕ ±≥ίΨύ≤ΜΙφΕ®ΙΪ≤νΘΜ Β±‘ωΦ”Ά§ ±≤ΈΦ”ΙΛΉς≥ί ΐΘ§ΉνΚΟ4Ηω~5ΗωΘ§»γΙϊΧΪ…ΌΘ§Ω…Α―ΦΗΗωΙΛΦΰΒΰ‘Ύ“ΜΤπά≠œςΓΘ
Ψ÷≤ΩΜ°ΚέΦΑΓΑΩ–ΒΕΓ±
Ψ÷≤ΩΜ°Κέ”…“‘œ¬‘≠“ρ‘λ≥…ΘΚΜΐ–ΦΝωΓΔΒΕ≥ί…œ”–»±ΩΎΓΔΜρ»ί–ΦΧθΦΰ≤νΘΜ«––Φ≤Ν…ΥΙΛΦΰ±μΟφΘΜ‘Ύά≠ΒΕΒΡΉνΚσ“ΜΗωΨΪ«–≥ί…œΈ¥ΩΣΖ÷–Φ≤έΓΘΓΑΩ–ΒΕΓ± «“ρά≠ΒΕΆδ«ζΘ§ ΙΒΕ≥ίΖΔ…ζΆΜ»Μ“ΤΕ·ΜρΑΎΕ·‘λ≥…ΒΡΓΘ Ι”ΟΫœΒΆΒΡ«–œςΥΌΕ»(<2m/min)ά¥“÷÷ΤΜΐ–ΦΝωΒΡ≤ζ…ζΘ§Ζά÷Ι«–œς»–»–Οφ…œΒΡ÷Τ‘λ»±œίΚΆΥπ…ΥΘ§ΦΑ ±«ε≥ΐ»ί–Φ≤έ÷–ΒΡΜΐ–ΦΘ§÷ΊΡΞ«ΑΒΕΟφ ±–κ±Θ≥÷‘≠”–»ί–Φ≤έΒΡ–ΈΉ¥Θ§ά≠ΒΕ Ι”ΟΆξ±œ±Ί–κ–ϋΙ““‘Οβά≠ΒΕ“ρΉ‘÷ΊΕχ≤ζ…ζΆδ«ζΒ»ΕΦ «Ζά÷ΙΜ°ΚέΦΑΓΑΩ–ΒΕΓ±ΒΡ”––ß¥κ ©ΓΘ
ΦΖ―ΙΝΝΒψ
ΦΖ―ΙΝΝΒψ «”…ΒΕ≥ίααΒΕΟφ”κ“―Φ”ΙΛ±μΟφ÷°Φδ≤ζ…ζΫœ«ΩΝ“ΒΡΦΖ―ΙΡΠ≤ΝΘ§Μρ“ρΙΛΦΰ≤ΡΝœ”≤Ε»ΙΐΗΏΕχ‘λ≥…ΒΡΓΘ“ρ¥ΥΘ§Ω…≤…»Γ Β±‘ω¥σααΫ«ΘΜΦθ–Γ–ΘΉΦ≥ί…œ»–¥χΩμΕ»(Ω…Φθ÷Ν0.2mmΓΪ0.3mm)ΘΜ―Γ”ΟΚœ ΒΡ«–œς“ΚΘΜ”Π”Ο»»¥ΠάμΖΫΖ®ΫΒΒΆΙΛΦΰ≤ΡΝœ”≤Ε»(Β±”≤Ε»>240HBS ±)ΘΜΜρΑ―«ΑΫ« Β±Φθ–ΓΘ§“‘‘ωΦ”»–ΩΎ«ΩΕ»Θ§Ζά÷Ι±ά»–Β»ΨυΩ…”––ßΦθ…ΌΙΛΦΰ±μΟφ≤ζ…ζΦΖ―ΙΝΝΒψ”κΜ°…ΥΓΘ
ά≠ΩΉΨΪΕ»ΒΆΒΡ‘≠“ρΦΑΗΡΫχ
ά≠ΚσΩΉΨΕά©¥σΜρΥθ–Γ
”…”ΎΜΐ–ΦΝωΒΡ”ΑœλΚΆΡΞΒΕ ±≤ζ…ζΒΡΟΪ¥ΧΘ§ά≠ΒΕ÷Τ‘λ ±≤ζ…ζΒΡ«–œς»–ΈΜ÷ΟΤΪ≤νΚΆ÷αœΏ÷±œΏΕ»ΤΪ≤νΘ§“‘ΦΑά≠ΒΕΚΆΙΛΦΰ‘Λ÷ΤΩΉ≤ΜΆ§–ΡΒ»‘≠“ρΘ§Ά®≥Θά≠ΚσΩΉΨΕΫΪΜαά©¥σΓΘΒΪ‘Ύά≠œς±Γ±ΎΙΛΦΰΜριμ–‘¥σΒΡΙΛΦΰ≤ΡΝœ ±Θ§”…”Ύά≠ΚσΙΛΦΰΜα≤ζ…ζΒ·–‘ΜΊΗ¥Εχ ΙΩΉΨΕΥθ–ΓΘ§»ΖΕ®ά≠ΒΕ–ΘΉΦ≥ί≥Ώ¥γ ±–κΩΦ¬«ά≠ΚσΩΉΨΕΒΡά©¥σΝΩΜρ ’ΥθΝΩΘ§Τδ÷Β”ΠΆ®Ιΐ ‘―ι»ΖΕ®Θ§“ΜΑψ‘Ύ0.01mmΓΪ0.02mmΖΕΈßΡΎΓΘ
Ι”Οά≠ΒΕ ±Θ§ΜΙΩ…Ά®Ιΐ Β±ΫΒΒΆ«–œςΥΌΕ»ΓΔ≤…”Οά以–‘ΡήΚΟΒΡ«–œς“ΚΘ§Ζά÷ΙΜΐ–ΦΝωΒΡ≤ζ…ζ“‘ΟβΩΉΨΕά©¥σΓΘΖά÷ΙΩΉΨΕΥθ–ΓΘ§Ω…≤…”Ο‘ω¥σ«ΑΫ«ΓΔ±Θ≥÷»–ΩΎΖφάϊΓΔ“‘ΦΑ―Γ”ΟΚœ ΒΡ«–œς“ΚΒ»ΖΫΖ®ΓΘάΐ»γΘ§”Οά≠ΒΕά≠œς40CrΚΆ45Η÷ΙΛΦΰΘ§Β±”Ο»ιΜ·“ΚΩΉΨΕ≥Ώ¥γ±δ–Γ ±Ω…ΗΡ”ΟΝρΜ·”Άά≠œςΓΘ’β «“ρΈΣ»ιΜ·“Κ «“Μ÷÷Υ°Μυ«–œς“ΚΘ§Υ°ΒΡΒΦ»»–‘ΚΟΘ§Ι ΒΕΨΏΒΡ»»≈ρ’Ά–ΓΘΜ»ιΜ·“ΚΒΡ»σΜ§–‘±»”Άάύ«–œς“Κ≤νΘ§Υυ“‘ΒΕΨΏΕ‘ΙΛΦΰΒΡΦΖ―ΙΉς”Ο“≤¥σΘ§Φ”ΙΛααΙΛΦΰΒΡΜΊΒ·ΝΩ“≤ΨΆ‘ωΦ”Θ§“ρΕχΩΉΨΕ≥Ώ¥γΦθ–ΓΓΘάϊ”Ο…œ ωΙφ¬…Θ§ ΒΦ …ζ≤ζ÷–ΨΆΩ…Ά®ΙΐΗΡ±δ«–œς“ΚΒΡ÷÷άύΚΆ≥…Ζίά¥ΩΊ÷Τ ΒΦ Φ”ΙΛΒΡ≥Ώ¥γΘ§“‘¬ζΉψά≠ΩΉΨΪΕ»ΚΆ÷ ΝΩΒΡ“Σ«σΓΘ
ά≠ΚσΩΉ–Έ≤ζ…ζΤΪ≤ν
Β±ΙΛΦΰΩΉ±Ύ―Ί÷αœΏΖΫœρ…œΚώΕ»‘Ύ»Ϊ≥Λ…œ≤ΜΨυ‘» ±Θ§ά≠ΚσΩΉ–ΈΫΪΜαΖΔ…ζ±δΜ·ΓΘ»γΙΛΦΰΝΫΕΥΈΣ±Γ±ΎΘ§ά≠ΚσΙΛΦΰΩΉ≥ ΓΑ―ϋΙΡ–ΈΓ±ΘΜΙΛΦΰ÷–Φδ≤ΩΖ÷ΈΣ±Γ±ΎΘ§ά≠ΚσΙΛΦΰΩΉ≥ ΓΑά°Α»ΩΎΓ±–ΈΓΘ“ρ¥ΥΘ§Β±ΙΛΦΰ±ΎΚώ≤ΜΨυ‘»«“Κώ±Γœύ≤νΧΪ¥σ ±Θ§≤Μ“Υ≤…”Οά≠œςΓΘ
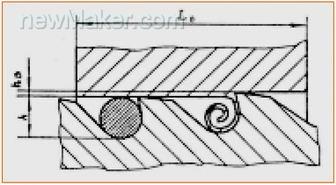
ΆΦ5 »ί–Φ≤έΒΡ”––ßΟφΜΐ”κ«–œς≤ψΫΊΟφΜΐ
ά≠ΒΕ ΌΟϋΒΆΒΡ‘≠“ρΦΑΗΡΫχ
ά≠ΒΕ»ί–ΦΩ’Φδ≤ΜΉψ
ά≠ΒΕ τ”ΎΖβ±’ Ϋ«–œςΒΡΒΕΨΏΘ§»γ»ί–ΦΩ’Φδ≤ΜΙΜΘ§«––ΦΫΪΕ¬»ϊ‘Ύ»ί–Φ≤έΡΎΘ§Εχ Ιά≠œςΝΠΦ±‘ωΘ§ΒΦ÷¬ΒΕ≥ίΥπΜΒΜρά≠ΒΕ’έΕœΓΘΈΣ¥ΥΘ§ Ι”ΟΆβΙΚά≠ΒΕά≠œς ±Θ§”Πœ»ΚΥΥψά≠ΒΕΒΡ»ί–ΦœΒ ΐKΓΘ»γΆΦ5Υυ ΨΘ§–κ Ι»ί–Φ≤έΒΡ”––ßΟφΜΐ¥σ”Ύ«–œς≤ψΫΊΟφΜΐΘ§Φ¥ΘΚ
K=(Π–h2/4)/(L0hD)>1
hΈΣ»ί–Φ≤έΒΡ…νΕ»ΘΜL0ΈΣά≠œς≥ΛΕ»ΘΜhDΈΣ«–œς≤ψΚώΕ»Θ§ΉιΚœ Ϋά≠ΒΕ…œhD=2fzΘ§ΦϊΆΦ1Θ§ Ϋ÷–f2ΈΣ≥ί…ΐΝΩΘΜKΈΣ»ί–ΦœΒ ΐΘ§ΥϋΒΡ¥σ–Γ”κ±ΜΦ”ΙΛ≤ΡΝœΚΆ≥ί…ΐΝΩ”–ΙΊΘ§Ά®≥ΘΩ…»ΓK=2ΓΪ3.5Θ§Φ”ΙΛ÷ΐΦΰΚΆ≥ί…ΐΝΩ¥σ ±K»Γ–Γ÷ΒΓΘ
ΒΕΨΏΦΗΚΈ≤Έ ΐ≤ΜΒ±
ά≠ΒΕ«ΑΫ«―Γ”Ο≤ΜΒ±Θ§ΚσΫ«ΧΪ–ΓΜρ»–¥χΙΐΩμΘ§ΨΪ«–≥ί…œΡΞΒΡΖ÷–Φ≤έΈΣU–Έ≤έΘ§«–œςΧθΦΰ≤νΘ§ΒΕ≥ίΡΞΥπΩλΘ§―œ÷Ί ±Μα Ιά≠ΒΕΩ®ΉΓ‘ΎΙΛΦΰΩΉ÷–Θ§ Ιά≠ΒΕ’έΕœΓΘά≠ΒΕ«ΑΫ«Ά®≥ΘΩ…»Γ5ΓψΓΪ18ΓψΘ§ά≠Υή–‘≤ΡΝœ ±Ω…»Γ¥σ÷ΒΘ§ά≠¥ύ–‘≤ΡΝœ ±»Γ–Γ÷ΒΓΘά≠ΒΕΚσΫ«Θ§«–œς≥ί…œΩ…»Γ3ΓψΓά30ΓψΘ§–ΘΉΦ≥ί…œΩ…»Γ1ΓψΓά30ΓψΓΘ»–¥χΩμΕ»Ά®≥Θ¥÷«–≥ίΚΆΙΐΕ…≥ί…œΈΣ<0.2mmΘ§ΨΪ«–≥ίΈΣ0.3mmΘ§–ΘΉΦ≥ίΈΣ0.5mmΓΪ0.6mmΓΘ¥ΥΆβΘ§‘ΎΨΪ«–≥ί…œ”ΠΡΞ‘≤ΜΓ–ΈΖ÷–Φ≤έΜρΫ«Ε»–Έ(V–Έ)Ζ÷–Φ≤έΓΘ
≥ί…ΐΝΩ≤ΜΒ±
»γΒΕ≥ί…œΒΡ≥ί…ΐΝΩΙΐ¥σΜρ≤ΜΨυ‘»Θ§ΜρΗω±πΒΕ≥ί…œΒΡ≥ί…ΐΝΩΙΐ¥σΘ§ Ι«–œςΝΠΙΐ¥σΜρ≤ζ…ζ≤ϋΕ·Θ§Εχ ΙΒΕ≥ίΥπΜΒΜρά≠ΒΕ’έΕœΓΘΈΣ¥ΥΘ§–κΩΊ÷Τά≠ΒΕΟΩΗωΒΕ≥ί…œΒΡ≥ί…ΐΝΩΘ§Β±Ηω±πΒΕ≥ί…œ”–Υπ…ΥΓΔ»±ΩΎΜρ±ά»– ±Θ§”ΠΫΪΗΟΒΕ≥ίΡΞ»ΞΘ§‘ΌΑ―Τδ≥ί…ΐΝΩΨυ‘»Ζ÷Χ·ΒΫΤδΥϊΗςΗωΒΕ≥ί…œΓΘ
ά≠ΒΕ»–ΡΞΆΥΜπ
÷ΊΡΞά≠ΒΕ ±≤ΜΡήΫχΒΕΧΪΩλΘ§≥‘ΒΕΙΐ¥σΘ§“‘Οβ≤ζ…ζ»–ΩΎ¥ΠΙΐ»»ΆΥΜπΚΆ…’…ΥΒ»œ÷œσΘ§Εχ ΙΒΕ≥ίΡΞΥπΦ”ΩλΚΆά≠ΒΕ ΌΟϋΫΒΒΆΓΘΥυ“‘Θ§÷ΊΡΞά≠ΒΕ ±±Ί–κΨΪœΗ≤ΌΉςΓΘ
ΙΛΦΰ‘Λ÷ΤΩΉ≥Ώ¥γ≤ΜΒ±ΦΑά≠œς≥ΛΕ»Ιΐ≥Λ
ΙΛΦΰ‘Λ÷ΤΩΉ÷±ΨΕΤΪ–ΓΘ§Β±ά≠ΒΕ«ΑΒΦ≤Ω«Ω––Ά®Ιΐ ±Θ§»ί“Ή Ιά≠ΒΕΩ®ΉΓΕχ’έΕœΘΜΜρΒ±ΙΛΦΰ‘Λ÷ΤΩΉ÷±ΨΕΙΐ¥σΘ§‘λ≥…ΩΉΒΡΤΪ“ΤΕχ Ιά≠ΒΕ’έΕœΓΘΈΣ¥ΥΘ§ά≠œς ±±Ί–κ―Γ”ΟΚœ ΒΡ‘Λ÷ΤΩΉ≥Ώ¥γΘ§“ΜΑψά≠ΒΕ«ΑΒΦ≤Ω÷±ΨΕ≥Ώ¥γΒ»λΕΙΛΦΰ‘Λ÷ΤΩΉΒΡΜυ±Ψ≥Ώ¥γΘ§ΙΪ≤ν¥χΑ¥f7ΓΘ¥ΥΆβΘ§±Μά≠ΙΛΦΰΒΡά≠œς≥ΛΕ»“≤≤ΜΡή≥§≥ωά≠ΒΕ…ηΦΤ ±ΙφΕ®ΒΡ≥ΛΕ»Θ§“‘ΟβΆ§ ±≤ΈΦ”ΙΛΉς≥ί ΐ‘ωΕύΘ§«–œςΝΠΙΐ¥σΕχ ΙΒΕ≥ίΥπΜΒΜρά≠ΒΕ’έΕœΓΘ“ΜΑψά≠œς≥ΛΕ»ΕΦΝ–”Γ‘Ύά≠ΒΕΒΡΨ±≤Ω…œΓΘ
ΙΛΦΰΕ®ΈΜ≤ΜΝΦ
»γΙΛΦΰΜυΉΦΕΥΟφ”κ‘Λ÷ΤΩΉΒΡ¥Ι÷±Ε»≤νΘ§Φ–ΨΏ÷ß≥–Οφ¥Π”–«––ΦΘ§ά≠ΒΕ≤ζ…ζœ¬¥ΙΘ§ά≠œς ±ά≠ΒΕœύΕ‘ΙΛΦΰΆα–±Β»Θ§ΕΦΜα ΙΒΕ≥ί…œΗΚΚ…≤ΜΨυ‘»Θ§‘λ≥…Κή¥σΆδ«ζΕχ Ιά≠ΒΕ’έΕœΓΘΈΣ¥ΥΘ§–κΩΊ÷Τ‘Λ÷ΤΩΉ÷––ΡœΏ”κΙΛΦΰΜυΉΦΕΥΟφΒΡ¥Ι÷±Ε»ΈΣ0.02ΓΪ0.05mm/100mmΘΜΕ®ΈΜΜυΉΦΕΥΟφ”ΠΨΓΩ…Ρή¥σΘ§≤Μ”Π”–÷–ΆΙΘ§±μΟφ¥÷≤ΎΕ»Ra<3.2ΠΧmΘΜΜρ≤…”ΟΗΓΕ·÷ß≥–ΒΡά≠¥≤Φ–ΨΏΘΜΕ‘≥ΛΕχ÷ΊΒΡά≠ΒΕΘ§ΜΙΩ… Ι”ΟΚσΆ–Φή÷ß≥–ά≠ΒΕΓΘ
ΆΦ6 ά≠ΒΕΈ≤ΕΥΉΑ”≤÷ ΚœΫπΦΖ―ΙΜΖ
ΙΛΦΰ≤Ρ÷ ≤ΜΨυ‘»”κ”≤Ε»ΙΐΗΏ
ΙΛΦΰ≤Ρ÷ ≤ΜΨυ‘»Θ§ΤδΡΎ”–”≤÷ ΒψΜρ≤ΡΝœ”≤Ε»ΙΐΗΏ(>280HBS ±)Θ§±μΟφ”–―θΜ·ΤΛΒ»ΕΦΜα ΙΒΕΨΏ ΌΟϋΫΒΒΆΓΘΥυ“‘Θ§ά≠«Α–κΦλ―ιΙΛΦΰ≤Ρ÷ Θ§»γ≤ΡΝœ”≤Ε»ΙΐΗΏΩ…≤…”Ο»»¥ΠάμΖΫΖ® Β±ΫΒΒΆΘΜΜρ―Γ”ΟW2Mo9Cr4VCo8(M42)ΓΔW6Mo5Cr4V2AlΒ»”≤Ε»ΚΆΡΆΡΞ–‘ΡήΨυΫœΗΏΒΡΗΏ–‘ΡήΗΏΥΌΙΛΨΏΗ÷ά¥÷Τ‘λά≠ΒΕΘ§ΙζΆβΜΙ”–”ΟΖέΡ©“±ΫπΗΏΥΌΗ÷(PM HSS)÷Τ‘λΒΡά≠ΒΕΘΜ“≤Ω…‘Ύά≠ΒΕΒΕ≥ί±μΟφ…œΆΩ“Μ±Γ≤ψΡΆΡΞΒΡTiNΘΜΜρ‘Ύά≠ΒΕΈ≤ΕΥΉΑ“ΜΩ…ΗϋΜΜΒΡ”≤÷ ΚœΫπΦΖ―ΙΜΖΘ§»γΆΦ6Υυ ΨΓΘ
ά≠ΒΕΡΞΥπΙΐΕ»
ΈΣΖά÷Ιά≠ΒΕΡΞΥπΙΐΕ»Θ§“‘Οβ«–œςΝΠΙΐ¥σΕχ ΙΒΕ≥ίΥπΜΒΘ§Ι –κΩΊ÷Τά≠ΒΕΒΕ≥ίΚσΒΕΟφ…œΒΡΡΞΥπΝΩΘ§Ά®≥Θ≤Μ”Π≥§Ιΐ0.2mmΓΪ0.3mmΘ§ΙΛ≥ß÷–≥Θ“‘¥οΒΫ…œ ωΡΞΥπΝΩ ±Υυά≠≥ωΒΡΙΛΦΰ ΐά¥Φ”“‘ΩΊ÷ΤΓΘ
ά≠¥≤ΙΠ¬ ≤ΜΉψΘ§Η’–‘≤ν
ά≠¥≤ΙΠ¬ ≤ΜΉψΘ§Η’–‘≤νΘ§“ΐΤπά≠œς ±’ώΕ·Εχ ΙΒΕ≥ί±ά»–Μρ’έΕœΘ§Ω…ΗΡ”ΟΗ’–‘ΚΟΚΆΙΠ¬ ΉψΒΡά≠¥≤ά≠œςΓΘ
ά≠œςΥΌΕ»≤ΜΒ±
»γά≠œςΥΌΕ»ΙΐΗΏΘ§«–œςΈ¬Ε»ΗΏΘ§‘ρά≠ΒΕ ΌΟϋΫΪΜαΫΒΒΆΓΘ“ρΕχΘ§Ε‘λΕ”ΟW6Mo5Cr4V2Β»Ά®”Ο–ΆΗΏΥΌΗ÷÷Τ‘λΒΡά≠ΒΕΘ§¥÷ά≠«–œςΥΌΕ»“ΜΑψΈΣ3ΓΪ7m/minΘ§ΨΪά≠«–œςΥΌΕ»“ΜΑψΈΣ1ΓΪ3m/minΘΜΙΛΦΰ≤ΡΝœ«ΩΕ»ΓΔ”≤Ε»ΫœΗΏ ±Θ§ά≠œςΥΌΕ»”Π»Γ–Γ÷ΒΓΘ
«–œς“Κ÷÷άύΜρΫΫΉΔΖΫ Ϋ≤ΜΒ±
«–œς“Κ÷÷άύ”κΫΫΉΔΖΫ Ϋ≤ΜΒΪ”Αœλά≠ΒΕ ΌΟϋΘ§Εχ«“Ε‘Φ”ΙΛΨΪΕ»ΚΆ±μΟφ¥÷≤ΎΕ»Ψυ”–”ΑœλΓΘΦ”ΙΛΗ÷ΦΰΩΉ ±Θ§Ω…”Ο≈®Ε»ΈΣ10%ΓΪ20%»ιΜ·“ΚΜρΦΪ―Ι»ιΜ·“ΚΘ§“≤Ω…”ΟΝρΜ·”ΆΜρΗ¥Κœ”ΆΓΘά≠÷ΐΦΰΩΉ ±Ω…“‘Η…«–œςΘ§ΒΪΉνΚΟ”ΟΤ’Ά®»ιΜ·“ΚΜρΟΚ”ΆΓΘΦ”ΙΛΗ÷Φΰ ±»γ”ΟΝρΜ·”ΆΘ§Ω… Ιά≠ΒΕ ΌΟϋΧαΗΏΓΘ«–œς“ΚΙ©”Π“Σ≥δΉψΘ§‘Ύά≠ΒΕΫχ»κΙΛΦΰΩΉ«ΑΚΆΗ’¥”ΙΛΦΰΩΉ÷–ά≠≥ω ±ΕΦ”ΠΙ©Ηχ«–œς“ΚΘ§Ι©”ΠΝΩ“ΜΑψ≤Μ”Π…Ό”Ύ5ΓΪ15L/minΓΘ
¥ΥΆβΘ§’ΐ»Ζ Ι”ΟΚΆ±ΘΙήά≠ΒΕΕ‘ά≠ΒΕ ΌΟϋ“≤”–”ΑœλΓΘ‘ΎΟΩ“ΜΗωΙΛΦΰά≠œς÷°ΚσΘ§ΕΦ”Π”ΟΆ≠ΥΩΥΔΫΪ’≥ΗΫ‘Ύ»–Οφ…œΒΡ«––Φ«ε≥ΐΗ…ΨΜΓΘ»γ”ΟΆ≠ΥΩΥΔ«ε≥ΐ≤ΜΒτ ±Θ§Ω…”Ο”Ά ·«α«α≤Ν»ΞΓΘΒΪΨχ≤ΜΩ…”ΟΗ÷ΥΩΥΔΜρΟό…¥ΓΘΆ§ ±ά≠ΒΕ‘Ύ÷Τ‘λΓΔ‘Υ δΚΆ±ΘΙή”κ Ι”ΟΙΐ≥Χ÷–Θ§≤ΜΩ…≈ω…ΥΒΕ≥ίΚΆ»–ΩΎΓΘ
ά≠ΒΕΒΡ–όΗ¥
ά≠ΒΕΒΡΦέΗώΚήΙσΘ§ΈΣΝΥ―”≥ΛΤδ ΌΟϋΘ§Υυ“‘ά≠ΒΕΨ≠Εύ¥Έ÷ΊΡΞ÷°ΚσΘ§÷±ΨΕ±δ–ΓΫΪ“Σ±®Ζœ ±≥ΘΦ”“‘–όΗ¥ Ι”ΟΓΘ’β ±Ω…‘Ύ≥Β¥≤…œ”Ο¥χΗΚ«ΑΫ«ΒΡ”≤÷ ΚœΫπΙΛΨΏ÷π≥ίΦΖ―ΙΒΕ≥ί«ΑΒΕΟφΓΘΦΖ―Ιαα÷±Ψ≠Ω…‘ω¥σ0.01mmΓΪ0.02mmΘ§»ΜΚσ‘Ό―–ΡΞΘ§ ΙΤδ¥οΒΫΙφΕ®≥Ώ¥γΓΘ
(Φ―ΙΛΜζΒγΆχ)